In this video, we will be suggesting methods to help achieve maximum performance from our Goldcut Bandsaw Blades. Choosing the correct tooth pitch is essential. We know that customers can be cutting thin roll box section one minute and heavy beams the next. Unfortunately, it is not suited to keep the same tooth pitch for each of these jobs. For example, thin box section requires a fine pitch whereas large beams and big flat bar will require a coarser tooth pitch.
When you initially fit the bandsaw blade, it is advised to operate at least one mill gap between the band wheel and the bandsaw blade. This could prevent costly ware damage to the band wheel and will reduce the possibility of blade cracking. Blade tension can significantly affect the blade’s cutting accuracy. The blade is a thin material so operators need to be wary of over tightening. This can lead to the blade being under tension which can also affect the cutting accuracy. Most new saws come with a built-in tension indicator.
However, if you’re encountering set-up issues, get in contact and we can arrange an engineer’s visit to set up the tension on your saw. If your saw is a two-speed machine, we advise using fast speed for thin wood, mild steel and aluminum. Moving to slower speeds, if you’re cutting large flat plates, beams and stainless steel sections. If your saw has variable speed, call our sales staff for our latest cutting charts and speed guide.
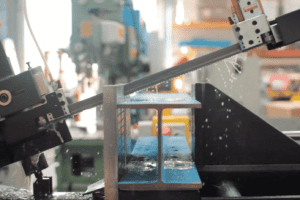
When running in the saw blade, it is possible to achieve maximum durability. We recommend you running the blade for 5 minutes before cutting and at a 40 percent reduced speed rate for 15 minutes. If vibration occurs, increase the speed to help stabilise the blade.
For the latest information on the tooth pitches available for our Goldcut Bandsaw Blade range, visit the consumable pages on our website or call one of our members of staff for assistance.
Published 21st October 2016